Схема инверторного сварочного аппарата и его функциональные возможности
Опубликовано: 22.02.2019
Инверторный сварочный аппарат имеет схему работы, которая позволяет во время сварки пользоваться надежным оборудованием. Производственная технология инверторов дает возможность получения качественного результата, который проявляется в виде сварочного аккуратного шва. Современный инвертор является превосходной заменой трансформаторного аппарата.
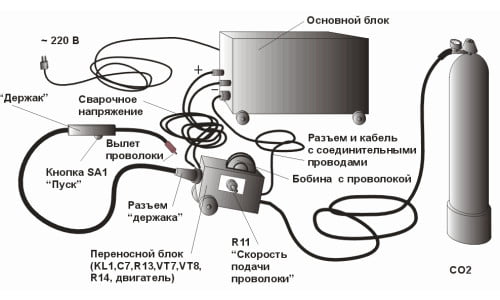
Схема устройства инверторного сварочного аппарата.
Основные характеристики инвертора
Инверторы представлены в широком ассортименте на рынке приборов для проведения сварки. С помощью этих аппаратов производится аргонодуговая и ручная электродуговая виды сварок. Для каждого инвертора характерны свои схемы и их особенности, базирующиеся на применении преобразователей импульсов высокой частоты.
Поскольку сварочный инвертор является сравнительно новым оборудованием, то применяемые высокие технологии и элементные базы, которые выпускают ведущие производители для устройств, могут обеспечить эффективное действие схем аппаратов. Благодаря этому появляется возможность получать стабильность дуги, которая способна отлично держаться.
Сварочные инверторные аппараты обладают легкостью и компактностью. Их в любой момент можно передвинуть с одного места на другое, чтобы возобновить проведение сварочных операций. Масса инвертора позволяет использовать прибор в любом положении, которое является удобным для выполнения работ в определенном рабочем пространстве.
Функциональные возможности инверторных устройств для сварки и их составляющие
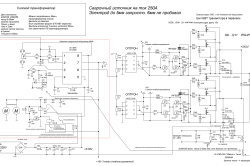
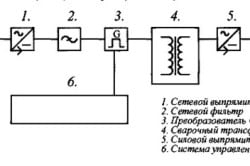
Рисунок 1. Схема инвертора.
Схема инвертора представлена на рис. 1. Аппарат потребляет ток 30-32 А, работая от сети 220 В. При сварке сила тока будет достигать уровня 250 А. Данное значение является достаточным, чтобы можно было применять штучный электрод до 5 мм. Производимая длина дуги будет составлять при этом 1 см. Уровень коэффициента полезного действия аппарата по сравнению со значением КПД промышленных образцов не должен быть меньше 95%.
В блок инвертора входят следующие элементы:
Блоки питания под силовую и слаботочную часть. Блок термозащиты. Элементы индикации и управления.Схема инвертора предполагает наличие ШИМ-контроллера с трансформатором тока, датчиком тока нагрузки и блоком. В схеме управления охлаждающими вентиляторами можно отметить наличие температурных датчиков, вентиляторов и блока.
Описание основных элементов схемы
Рассматривая каждый элемент схемы, можно начать с первичного выпрямителя, работа которого связана с напряжением сети переменного тока в 220В. Питание от элемента передается той части оборудования, которая является силовой. При этом сеть переменного тока должна иметь частоту 50 Гц. Сборка первичного выпрямителя основана на применении диодных мостов, простого фильтра-конденсатора.
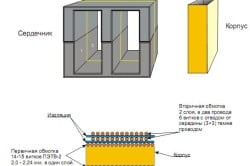
Схема дросселя сварочного инвертора.
В сборке за счет зарядной цепи нелинейного типа, в схему которой входит шунтирующий тиристор, происходит лимитирование тока при включенном приборе. В схему включается также и токоограничивающий резистор. В схеме любого профессионального инвертора содержится силовая часть устройства, которая имеет оптимальную технологию.
Делая выбор аппарата, следует обратить внимание на данный элемент. Устройство силовой части осуществляется в соответствии с топологией следующих элементов:
Мостового конвертера. Однотактного прямоходового мостового конвертера. Полумостового конвертера.Силовая часть имеет соответствующие параметры и стоимость, которые позволяют при использовании инвертора применять топологию ОПМК. Источником питания для инвертора является сеть с одной фазой и наибольшим пределом тока в 150 А.
На основе определенных функций инвертора производится выбор электрической схемы устройства ШИМ-контроллера. Вместе с тем принципиальную схему выбирают, когда это позволяет стабилизировать регулировку рабочего тока относительно среднего значения нагрузки.
Измеряется ток через резистивный шунт либо трансдьюсер. За счет регулирования инвертора на основании средних значений нагрузок получают нормальную устойчивость у преобразователя.
Элементы принципиальной схемы прибора
Схема источника питания инверторного сварочного аппарата.
Среди важных элементов, относящихся к принципиальной схеме инвертора, можно выделить блок термоконтроля, позволяющий обеспечить защиту силового элемента, являющегося ключевым, от возможного перегрева. Данная функция блока термоконтроля распространяется и на устройство силового трансформатора.
Вентиляторы прибора должны действовать под управлением блока, отвечающего за контроль температуры за счет схемы. Блок термоконтроллера функционирует на основе схемы ООС (отрицательной обратной связи) относительно напряжения и нагрузки.
В схему входит температурный датчик с установленным уровнем температуры, который должен достигать только 75°, а после этого срабатывает система зашиты устройства. Устройство датчика устанавливается на силовой трансформатор. Контролирующая функция над температурой радиатора охлаждения, который относится к силовому транзистору, принадлежит интегральному датчику.
Знание технологических особенностей инвертора заслуживает такого же внимания, как и понимание его принципиальной схемы. Данным устройствам присущи следующие технологические особенности, связанные с преимуществами сварочного аппарата:
Принцип работы инвертора.
Повышенный уровень уникальности показателей. Точность настроек аппарата. Шов обладает уникальными характеристиками. Отличная система защиты от перегрузок. КПД имеет высокий уровень, который равен 95% и больше. Качественное выполнение работ при сложном соединении соответствующих материалов. Нормальное использование функций управления, предоставляемых электрической дугой. Выдаваемое напряжение имеет значительный резерв. Шов формируется на качественном уровне и является ровным. Стабильность каждого параметра дуги. Отсутствует процесс разбрызгивания металла в больших количествах. Сварка не требует последующей обработки. Можно воспользоваться штучными электродами и проволокой.Прибор оснащен первичной обмоткой, мотающейся ПЭВ 0,3 мм, что предусматривает 100 витков. В состав цепей, которые являются вторичными, входит обмотка проводами, измеряющимися в витках (в):
ПЭВ 1,0 мм — 15. ПЭВ 0,2 мм — 15. 2 одинаковые обмотки ПЭВ 0,35 мм — 20.Мотать обмотку можно, учитывая общую ширину каркаса, что улучшает стабильность всех показателей. Первичную обмотку обязательно полностью экранируют. Намотка во вторичных обмотках должна совпасть с первичной. Изолировать намотку можно лакотканью либо малярным скотчем. На рис. 1 можно увидеть принципиальную схему устройства.
Силовой трансформатор инвертора
Схема трансформатора с первичной и вторичной обмоткой.
Трансформатор должен быть рассчитан на работу аппарата, если частота составляет 41 кГц. В наличии должен быть двойной комплект Ш 20х28, имеющий марку 2000 НМ. Наилучшим вариантом является марка 2500 НМС с зазором 0,05 мм. Если частота составляет 41 Гц, то во вторичной обмотке имеется 12 витков, включая медную жесть, сечение которой 10 мм², 4 витка, включая медную жесть, ее сечение составляет 30 мм².
Если частота трансформатора равна 55 кГц, то вторичные обмотки будут присутствовать. Для обматывания медной ленты применяется термоизоляционная бумага (как вариант применяется лента для кассовых аппаратов), которая должна обладать толщиной в 0,25 мм и 0,75 мм при ширине 40 мм. Для изоляции каждого слоя используется фторопластовая лента, что позволяет улучшить значения показателей проводимости. Обе обмотки имеют выходные концы, которые качественно зачищены и припаяны.
С целью выполнения кольцевого трансформатора пользуются кольцевым ферритом К30х18х7, который оснащен продетым в кольцо проводом первичной обмотки трансформатора. Его вторичная обмотка включает 85 витков, имеющих сечение 0,5 мм².
Для компактной схемы исполнения используются микропроцессоры, что вместе с другими характеристиками инвертора делает его принципиально незаменимым как в бытовом отношении, так и в промышленном. Для сварочного инвертора характерна не только мобильность, но и наличие других характеристик:
Приемлемый уровень потребляемой мощности. Антиприлипание электрода является режимом с возможностью плавной регулировки тока для сварки. Надежная защита от перегревов или перегрузки.
Схема сварочного выпрямителя.
Прибор используется при напряжении сети в 220 В, а сила тока составляет 30 А. Сварка должна производиться в специальной маске сварщика для защиты лица. Любой профессионал в области сварки должен уметь легко устанавливать требуемые значения тока с последующим регулированием силы в диапазоне от 30 до 200 А при сварке.
Сварочный инвертор (Edon MIG-250) в базовой схеме содержит следующие элементы:
Выпрямитель низкой частоты. Силовой трансформатор. Инвертор. Выпрямитель высокой частоты. Рабочий шунт. Блок управления.Входное переменное напряжение в 220 В должно преобразовываться на начальном этапе за счет используемых выпрямителей в постоянное.
Затем в приборе возникает импульсное переменное напряжение, так как происходят частотные преобразования при использовании ШИМ-схем. Напряжение при этом становится высокочастотным и достигающим 200 кГц. Уменьшенные габаритные размеры и масса импульсного трансформатора позволяют передавать исходную мощность к выходу аппарата.
Технологические преимущества сварочного инвертора SSVA-180P
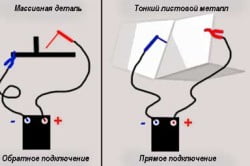
Способы подключения сварочного инвертора.
Для сварочного аппарата марки SSVA-180P характерны следующие достоинства, которые повышают качество сварных соединений:
Ровное и качественное формирование сварочного шва без разбрызгивания металла. Уникальные параметры и точность настроек перед началом сварки. Высокие защитные показатели схемы инвертора, обеспечивающие сохранность прибора от перегрузок. Качественные показатели схемы, связанной с принудительным охлаждением блока аппарата, который является силовым. Высокий КПД, значение которого превышает 95%. Качественная работа с такими видами материалов, которые являются трудносвариваемыми. Наличие резерва напряжения, которое позволяет устойчиво поддерживать горение электрической дуги. Наличие автоматического и ручного режима при управлении динамикой дуги.Все это позволяет снизить расходы на электроды, обработку, специальную проволоку при выполнении больших объемов работ в среднем на 9-12%.
Поскольку в основе схем инверторов заложены соответствующие технологии широтно-импульсной модуляции, это позволяет производителям ежегодно заниматься разработкой и поставкой новейшего оборудования данного типа. Для каждого вида аппарата в зависимости от способа сварки предусмотрена соответствующая схема. Особый спрос отмечается на следующие виды аппаратов, для которых характерны:
Дуговая ручная сварка (ММА) за счет использования штучного электрода «Монолит». Аргонодуговая сварка (TIG) при постоянном или переменном токе. Полуавтоматическая сварка (MIG/MAG). Плазменно-дуговая резка (PAC), которая относится к новейшим видам передовых технологий.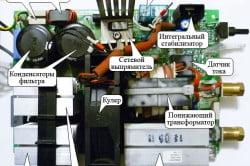
Схема внутреннего устройства сварочного инвертора.
Если подробно рассмотреть каждый из способов, то дуговая ручная сварка получила широкое применение за счет малых объемов потребления электроэнергии и значительно сниженного веса. Профессионал может с легкостью перемещать прибор, подключая его в любую точку. Инвертор может быть подключен одновременно с генератором, который обеспечивает выработку переменного напряжения в 220 В.
Аргонодуговая сварка добавляет к преимуществам используемой схемы более широкие возможности, которые связаны с точным регулированием различных параметров установленного режима. Работы выполняются при использовании электрода из вольфрама, что является важным преимуществом. Оно позволяет точно выполнять все требования, которые предъявляются к качеству выполняемого шва и его внешнему виду.
Инверторная схема устройства, которое работает на полуавтоматической сварке, связана с уникальной возможностью выбора соответствующего способа переноски металла следующими путями:
Капельным. Струйным. С периодическим замыканием и др.Такой способ работы инверторного сварочного аппарата способен полностью устранить процесс разбрызгивания металла с целью компенсации недостатков данного способа сварки. Плазменно-дуговая резка связана с обеспечением высокой стабильности дуги аппаратом во время его работы или паузы. Для данной схемы характерна высокая скорость резки, что обеспечивает аккуратную и ровную кромку. Дальнейшая обработка при этом не требуется, поскольку аппарат уже является готовым к выполнению нового качественного задания.
В основе некоторых схем заложены особенности резонансного инверторного сварочного аппарата, работа которого связана с самоограничением в мощности.
Настройки взаимосвязаны с установкой максимального тока, что позволяет потребителю не волноваться за возможное короткое замыкание при значительной нагрузке.