Инверторные сварочные аппараты: какой выбрать под ваши задачи
Опубликовано: 06.09.2018

Инверторные сварочные аппараты уже практически вытеснили сварочные аппараты трансформаторного и выпрямительного типов на полках магазинов. Устаревшее оборудование еще можно встретить в эксплуатации, но только благодаря тому, что большие трансформаторы очень долговечны и надежны. Но по своим эксплуатационным характеристикам инверторы оказываются предпочтительнее для большинства задач, поэтому, когда возникает необходимость выбрать новое устройство, приобретаются именно они.
Время сварки@4 - Инверторный и трансформаторный аппарат
Схема инвенторного сварочного аппарата.
Поскольку с типом оборудования для сварки вопрос снимается, остается определиться, какой именно инверторный аппарат подойдет под ваши задачи. Сварочный аппарат инверторного типа нужно выбирать по целому комплексу параметров.
Методы проведения сварочных работ
В большинстве случаев инверторные аппараты для бытовых или производственных нужд рассчитаны на выполнение сварочных работ по методу MMA. Эта аббревиатура происходит от сочетания слов английского языка Manual Metal Arc, то есть ручная дуговая сварка. Имеется в виду сварка штучными расплавляемыми электродами с покрытием. Этот метод может применяться для сваривания заготовок из черного металла или нержавеющей стали толщиной 1,5 мм или более. В этом случае большая часть тела шва формируется из металла электрода. Сварочный аппарат, рассчитанный на MMA-сварку, позволит решить все стандартные задачи.
Схема устройства инвертора для сварки.
Заготовки из цветных металлов и заготовки из нержавеющей стали небольшой толщины лучше варить методом TIG. Tungsten Inert Gas — это сварка неплавящимся вольфрамовым электродом в инертном газе. Инверторы, умеющие варить в режиме TIG, обеспечивают крутопадающую вольтамперную характеристику с практически постоянным током и поддержание дуги за счет изменения напряжения. Заготовки соединяются только за счет расплавления материала кромок или с добавлением материала присадочной проволоки, которую тоже нужно держать в зоне расплавления.
Сам по себе инверторный аппарат, в характеристиках которого упоминается возможность поддержания TIG-режима, не позволит варить с инертным газом. Дополнительно придется приобретать сопло и баллон с газом. Стоит хорошо подумать, насколько вам необходимо переплачивать за аппарат, поддерживающий TIG-режим и дополнительно оснащать его всем необходимым.
Еще более дорогого дополнительного оборудования требует выполнение инвертором MIG/MAG-сварки. Эта аббревиатура расшифровывается как Metal Inert/Active Gas, то есть сварка в среде инертного или активного газа с подачей металлической проволоки. Здесь требуется система автоматической подачи сварочной проволоки через сопло. Таким оборудованием оснащаются промышленные инверторы и аппараты в специализированных мастерских.
Все инверторы варят постоянным током. Это технологично и в большинстве случаев достаточно. Но для сварки алюминиевых заготовок пригодится режим сваривания переменным током. Для этого выбранный инвертор должен поддерживать не только режим DC, но и AC.
Сварочные токи

Таблица сварочных токов.
Необходимый для инвертора диапазон сварочных токов зависит от массивности заготовок. При минимальной толщине стенок деталей может потребоваться значение сварочного тока порядка 10 А, а для стенок толщиной 5-6 мм нужно уже 200 А.
К тому же реальное значение может отличаться от выставленного на приборе весьма заметно в зависимости от многих факторов, поэтому лучше иметь запас по току 25-30%.
Инверторный аппарат бытового или полупрофессионального назначения может иметь рабочий диапазон сварочных токов от 30 до 200 А.
Для профессиональной или промышленной техники значение максимального тока может доходить до 300, 400 и даже 500 А. На деле 200-250 А — это тот максимум, который покроет все потребности рядового пользователя, а для многих будет избыточным.
Часто в документации на сварочный аппарат, помимо значений выдаваемого тока, указывают допустимые диаметры электродов. Величины эти взаимосвязанные. Ходовые для обычных инверторов электроды диаметром 3 мм требуют силы тока 160 А. Электроды на 4 мм используются при значении силы тока 200 А.
Продолжительность нагрузки
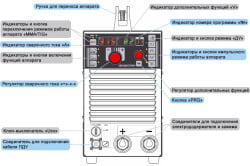
Схема утройства передней панели инверторного аппарата.
Инверторы не умеют выдавать максимальные сварочные токи продолжительное время. Они при этом перегреваются. Производители в характеристиках своих изделий указывают в процентах относительную продолжительность времени работы устройства при определенном значении сварочного тока от общего времени использования инвертора.
Это выглядит так: 250А-30%, 200А-60%, 160А-100%. То есть инвертор при рабочем токе 250 А должен варить не более 30% времени, при 200 А — не более 60% и так далее. Остальное время аппарат остывает. На практике за основу можно брать интервал времени 10 минут и проценты вычислять от него. Так, 30% будут означать 3 мин. работаем, 7 — остываем. В эксплуатации это не будет большой проблемой. Интервалы в работе возникают вынужденно. Сварщик меняет позицию или электрод, совмещает детали заготовки и так далее.
Часто в характеристике указано только одно значение 60%. Указанная величина может соответствовать максимальному току или какому-то номинальному. Правду знает только производитель, а для пользователя это может быть сюрпризом. Бывает, что по характеристикам изделие безвестного китайского производителя выглядит интереснее брендового аппарата. Но не стоит верить всему на слово.
Любительская техника больше всего отличается от профессиональной не характеристиками, а именно приспособленностью к непрерывной работе и вытекающим из этого ресурсом. При одинаковом гарантийном периоде в 1 год подразумевается, что бытовой инвертор будет использоваться несколько раз в неделю по несколько часов. Профессиональный инструмент должен выдерживать ежедневное использование по 8 часов, а промышленная установка может находиться в работе непрерывно. Дешевый бытовой прибор даже с соблюдением рекомендованной продолжительности нагрузки при интенсивной эксплуатации не прослужит долго.
Подключение к сети
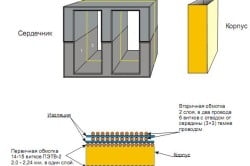
Схема дросселя для инверторного аппарата.
Сварочные инверторы бывают 3-х фазными на 380 В и однофазными на 220 В. Первые являются сугубо производственным оборудованием. Вторые более универсальны и используются в широком круге задач.
В отличие от простого трансформатора в инверторе много электронных компонентов, чувствительных к характеристикам сети питания. В описании устройства должен присутствовать диапазон возможных значений напряжения.
Допустимые отклонения питающей сети для дешевых моделей обычно составляют 15%. Для более дорогих это значение может доходить до 30%. Самые универсальные приборы выдерживают просадки напряжения до 110 В.
Возможность подключения к автономным генераторам всегда оговаривается особо, так как для них выходные параметры сети изменяются в широких пределах, причем скачкообразно. В результате сварочный аппарат не успевает подстроиться и выходит из строя.
Инверторы довольно экономны, они могут подключаться к бытовым розеткам. Для питания большинства из них достаточно тока в 16 А, некоторые требуют 25 А. При плохом контакте или заниженном сечении в питающей электросети выходной ток может сильно отличаться от выставленного значения, и инвертор «не тянет». Не любят такие приборы и работы с протяженными удлинителями.
Безопасность и защищенность
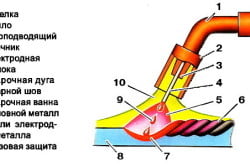
Схема сварки.
В характеристиках инвертора указывают его класс защищенности по IP. Обычно это от IP21 до IP23. Цифра 2 на первой позиции указывает на защиту от попадания внутрь предметов больше 12 мм, а вторая — на степень защиты от дождя, отвесного или косого с отклонением до 60%. На самом деле это не слишком актуально. Производство сварочных работ при дожде не допускается. Устройство с большим классом защиты можно бежать убирать не так быстро.
Инверторы — это устройства, склонные к перегреву. В любом из них устанавливается вентилятор, который прокачивает через его корпус уличный воздух и обдувает радиаторы электронных компонентов. Вместе с уличным воздухом внутрь прибора затягивается пыль, которая ухудшает охлаждение, а токопроводящая пыль может даже замыкать электрические цепи.
Бороться с этим трудно. В воздухе любой строительной площадки полно пыли. Для минимизации ее оседания некоторые модели могут регулировать производительность вентилятора обдува по показаниям датчиков температуры. На холодном приборе крыльчатка не вертится.
На безопасность использования влияет значение тока холостого тока. Если для стандартных моделей оно составляет 50-80 В, то в безопасных устройствах оно не превышает 12 В. При работе в местах, где есть вероятность возникновения пожара или взрыва, это важно.
Эргономика и оснащение
Более удобны в эксплуатации небольшие и легкие устройства, но масса может быть и признаком качества изделия, поэтому обращать основное внимание на массогабаритные параметры не стоит.
Важнее наличие вспомогательных устройств. Заметно облегчают жизнь встроенные вольтметр и особенно амперметр. Эти компоненты помогают установить нужный сварочный ток при отклонениях в работе питающей сети или при использовании удлинителей питающего и сварочных проводов.
Некоторые производители в маркетинговых целях кладут в коробку с инвертором примитивные сварочную маску, молоток для отбивания окалины и тому подобное. Пользоваться ими можно, если только вы работаете с инструментом от случая к случаю. Поэтому за них лучше не переплачивать, а приобрести нормальные аксессуары. Действительно полезным предметом из комплекта можно считать кейс для переноски и хранения, но его кладут редко.
Производители инверторов нередко преподносят наличие в их устройствах функций Hot Start, Arc Force и Anti-Stick, как некое технологическое преимущество. На деле легкий поджог дуги, мгновенное изменение ее параметров для борьбы с залипанием и легкое отделение прихваченного электрода являются основой инверторной технологии, они должны быть в любом устройстве. Если наличие этих функций не ощущается, это говорит о низкой технологической проработке изделия.