Как правильно варить инвертерной сваркой с электродами?
Опубликовано: 06.09.2018

Сварка – это один из доступных и надёжных способов прочного соединения металлических изделий. В частном доме, в гараже или на даче всегда найдётся работа, связанная со сваркой: заделать дыру в поливальной бочке, соорудить забор, починить металлический стол и другое. Обычно обращаются к профессионалам, но если требуется выполнить несложные работы и красота шва не имеет большого значения, то можно выполнить сварочные работы самому. Лучше, если первые уроки преподаст опытный мастер, однако в некоторых случаях приходится разбирать азы электросварки самостоятельно. Самой простой, доступной и популярной является электродуговая сварка, поэтому её и используют практически все мастера, работа которых связана с металлом.
Что такое ручная дуговая сварка?

рис.1
Процесс ручной дуговой сварки состоит в том, что с помощью инвертора или трансформатора образуется электрическая дуга между кончиком электрода и поверхностью металла. Повышенная температура плавит металл и электрод, способствуя сплавке материалов. (рис. 1) Место, где металл соединяется с электродом, называется сварочной ванной. Стандартные размеры ванны:
Сварка для начинающих сварщиков! Как я научился варить электросваркой?
ширина 7-15 мм; длина 10-32 мм; глубина 5-6 мм.
Параметры сварочной ванны условны и зависят от разных факторов: режима сварки, формы краев свариваемых изделий, скорости движения электрода и других.
При расплавлении электрода, его покрытие образует защитный газовый слой, который не даёт прогорать металлу, а также защищает от воздействия кислорода. Образуется сварочный шов, покрытый слоем шлака. Шлак впоследствии удаляют с помощью молотка сварщика.
Как правильно выбрать электроды? Урок 6
Ручная дуговая сварка очень популярна благодаря преимуществам:
доступность; доступные расходные материалы и оборудование; не требует переналадка оборудования для сварки разных материалов; хорошее качество шва.Инструменты и средства защиты для сварки
Для ручной сварки понадобятся: сварочный аппарат, расходники, в виде электродов, металлическая щётка, молоток, зубило и маска со светофильтром (маска сварщика).
В случае, если вы ни разу не видели держатель электрода и вам не знакомы даже общие понятия и правила электросварки, обращайтесь за помощью к профессионалам. В интернет-магазине Энкор24 опытные продавцы консультанты дадут грамотные советы, помогут выбрать необходимую оснастку и оборудование как для начинающего, так и для опытного сварщика. Хотите сэкономить ваше время и деньги – заходите в интернет-магазин Enkor24.ru, смотрите, выбирайте и покупайте лишь то, что вам действительно необходимо, без навязывания и предвзятости к бренду, по очень привлекательным ценам. Только здесь вы найдёте огромный выбор сварочного оборудования и сможете купить электроды , сварочные аппараты, маски сварщика, краги, представленные как ведущими российскими, так и импортными производителями: ESAB, Elitech, РЕСАНТА, Энкор, Fubag, Plasmatec, TIGARBO, ЛЭЗ, Telwin и другие.
P.S. Лайв-хак – перед оформлением заказа на сайте, зарегистрируйтесь и получите 500 бонусных баллов, которые будут списаны с общей стоимости вашего будущего заказа.
Сварочные аппараты для ручной дуговой сварки:
Трансформаторы – работают с переменным током. Они тяжелые по весу, сильно шумят, образуют нестабильную дугу и влияют на электросеть, вызывая скачки напряжения. На трансформаторе выполнить ровный шов сможет только опытный сварщик. Однако, если научиться сварочному делу на трансформаторе, то с остальными аппаратами будет гораздо легче.
Выпрямители – преобразуют переменный ток в постоянный, работают на основе полупроводниковых диодов. Выпрямитель универсален, с помощью него варят самые разные металлы и используют любые электроды. В отличие от трансформатора, выпрямитель даёт стабильную дугу, что облегчает процесс сварки.
Сварочные инверторы – имеют компактные размеры, автоматизированные настройки, они работают тише, чем трансформаторы. Этот аппарат преобразует переменный ток в постоянный высокой мощности.
Преимущества:
точность настроек; многофункциональный; образует стабильную дугу; не зависит от скачков напряжения; работает с любыми видами электродов.Все эти преимущества обеспечивают ровный высокого качества шов.
Недостатки:
нужно часто чистить от пыли; нельзя работать при температуре ниже -15°С.Ряд полезных советов:
Если в только начинаете изучать сварку на практике, то лучше начать с инвертора. С ним гораздо проще и удобнее работать Не забудьте про молоток и зубило, которые понадобятся вам для сбивания шлака со шва. Далее шов очищают металлической щёткой. Нельзя забывать и о средствах защиты.Обязательно должна быть сварочная маска со светофильтром, защищающим глаза. Костюм должен быть брезентовым, с длинным рукавом. Брюки гладкие, без отворотов. Обувь лучше выбрать максимально закрытую, например, кожаную. Еще один атрибут – брезентовые или замшевые перчатки или рукавицы достаточной длины. Также не помешает позаботиться о пожарной безопасности, например, приготовить ведро воды.Подготовка к процессу
Перед началом работы нужно подготовить сварочный аппарат:
Проверить значение напряжения и частоты тока, данные должны совпадать и в сети и на корпусе аппарата; Если есть режим выбора напряжения, то лучше сразу выставить, далее выставить значение тока. Параметр мощности должен соответствовать номеру электрода, то есть диаметру. Проверить изоляцию кабеля. Надёжно закрепить зажим «заземление». Проверить все кабели, изолированы ли они, соединения, штепсели. Вставить электрод в держатель, который может быть винтовым и пружинным. Обязательно убедиться в том, что электрод держится крепко.Например, инвертор имеет два кабеля. Один подсоединяется к детали, второй держит электрод. На них подают разные значения тока: плюс – на деталь, минус – на электрод при «прямой полярности». В некоторых случаях необходимо варить в режиме «обратная полярность», то есть плюс на электрод, минус на деталь.
Место сварки тоже должно быть подготовлено. Нужно очистить поверхность металла от любых загрязнений, ржавчины, окалины, масла. Большинство дефектов сварки возникают из-за плохо подготовленной поверхности. Электроды перед сваркой необходимо проверить на целостность: его покрытие должно быть однородным, без сколов. Также часто требуется просушить или прокалить расходные материалы.
Еще один важный вопрос: какой ток выставлять. Чем выше ток, тем стабильнее дуга, но сильно большое значение может прожечь металл. Выставляемый ток напрямую зависит от номера электрода и толщины детали. Для горизонтальной сварки можно ориентироваться на следующие значения ампеража: (таб.1)
Для вертикальной сварки значения нужно уменьшать на 15%, для потолочных швов – на 20%. Однако на практике в процесс сварки вмешивается множество других факторов, поэтому выявить правильный ампераж можно только опытным путём.
Как правильно варить?
Сварка начинается с розжига дуги. Существует два способа, чтобы разжечь дугу:
Касание. Электрод держат под углом 60°, затем концом электрода касаются металла и тут же поднимают электрод на расстояние 3-5 мм. Образуется дуга. Чиркание. Кончиком электрода быстро проводят по поверхности металла и тут же быстро приподнимают его на 2 мм.Оптимально выдерживать длину дуги 5 мм. Если слишком приблизить, произойдёт залипание электрода, длинная же дуга не проваривает металл, образует много брызг. Если залипание происходит слишком часто, значит, силы тока маловато и следует его добавить. Длину дуги можно контролировать по звуку: если звук ровный, однотонный, значит, длина постоянная, если же образуются резкие звуки с хлопками, значит длина слишком большая.
Как только сварщик поймает дугу, он приступает к сварке. Электрод медленно и плавно перемещают по горизонтали, выполняя лёгкие колебательные движения. Если вдруг дуга оборвалась или же электрод сгорел раньше, чем закончился шов, то нужно правильно продолжить работу. В конце шва образуется углубление (кратер). Нужно отступить от него приблизительно на 12 мм и зажечь дугу. Медленно двигаясь вперёд, тщательно заварить кратер и продолжить сварку шва.
Как правило, сваривают в несколько слоёв:
детали толщиной до 6 мм двумя слоями; заготовка 6-12 мм – тремя слоями; детали толщиной более 12 мм – 4 слоями.Траектория движения дуги делится на виды:
Поступательная – электрод просто перемещается вдоль оси электрода; Продольная – для формирования ниточного тонкого шва; Поперечная – колебательные движение электрода определённой ширины (рис. 2)
рис.2
Обычно мастер совмещает все три траектории. Одновременно необходимо контролировать расстояние между электродом и поверхностью, так как электрод сгорает и уменьшается в длине. Также нужно следить за состоянием ванны, её размерами, чтобы вовремя увеличивать или уменьшать скорость движения.
Нужно помнить, что сваривать детали сразу сплошным швом нельзя, это приведёт к перекашиванию металла. Две заготовки соединяют струбцинами или иным способом, затем делают точечные швы на расстоянии 8-25 см друг от друга, в зависимости от длины шва. Рекомендуется выполнять точечные швы с двух сторон, чтобы не возникло напряжение металла. И только потом приступать к выполнению основного шва.
Виды швов
Соединительные швы бывают:
тавровые; стыковые; угловые; внахлёст.По расположению сварные швы делятся на: потолочные, горизонтальные, вертикальные. (рис. 3)
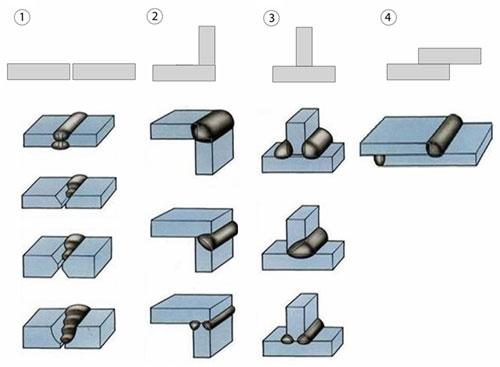
рис.3
Горизонтальный шов самый простой, электрод опускается к низу под углом 60-70 градусов. ( рис. 4)

рис.4
Вертикальный шов – электрод ведут по вертикали снизу-вверх или сверху-вниз. Лучше держать электрод под углом 45-50° вниз от вертикального положения, чтобы металл не стекал. Желательно делать шов одним прогоном. (рис 5).

рис.5
Потолочный шов – самый сложный. Сварочная ванна располагается вверху, над сварщиком и перевёрнута вверх дном. Движение электрода производится на себя, на очень короткой дуге. Желательно варить электродами 3-4 мм.(рис. 6)

рис.6
Основные ошибки новичков
Чтобы научиться правильно варить, нужно не только знать основы, но и какие частые ошибки допускают новички:
Слишком быстро перемещают электрод, из-за этого образуется неровный шов с непроваренными местами; (рис. 7) Чересчур медленное ведение электрода приводит прожигу в металле и образованию дыр (рис. 8); Неправильная подача тока: сильно большой ток может прожечь металл, а недостаточно сильный может не проварить шов и вызовет залипание электрода с поверхности. Неправильно выбранный угол, может привести к неровному и плоскому шву. Неправильный зазор между электродом и металлом. Если он слишком мал, то металл заготовки плохо прогревается. Из-за слишком длинной дуги получается бесформенный непрочный шов (рис. 9).
рис.7

рис.8

рис.9
Вообще скорость движения электрода должна соответствовать силе тока, чем она больше, тем выше должна быть скорость движения электрода.
Особенности сварки тонколистовых металлов
Сварка тонколистовых металлов более сложна, так как такой металл легче прожечь. Рекомендуется выполнять следующее:
Варят в режиме обратной полярности, величина силы тока минимальна. Чем меньше длина шва, тем меньше коробление, поэтому варят прерывистым швом, иногда перемещаясь в другую зону стыка. При сварке встык добиваются минимального зазора между кромками. При сварке внахлёст плотно прижимают листы друг к другу во время сварки, чтобы не допустить зазора. В случае, если толщина металла не превыщает 1,5 мм, то рекомендуется использовать сварочные полуавтоматы с проволокой, так как обычные электроды будут прожигать заготовку.Ручная дуговая сварка – сложный процесс, но при должном старании можно научиться этому делу.